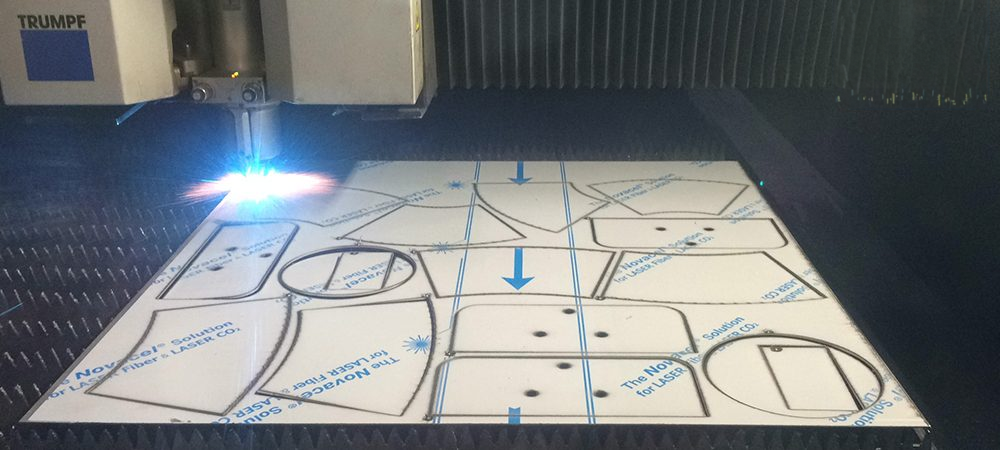
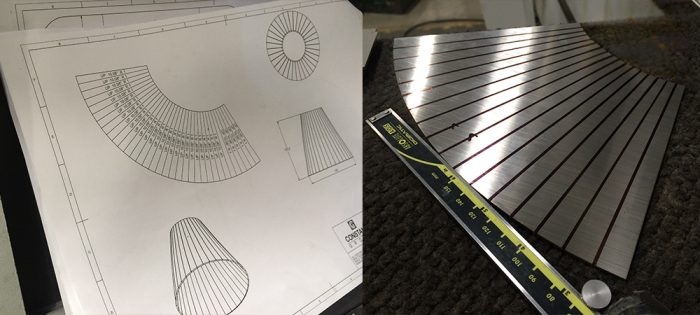
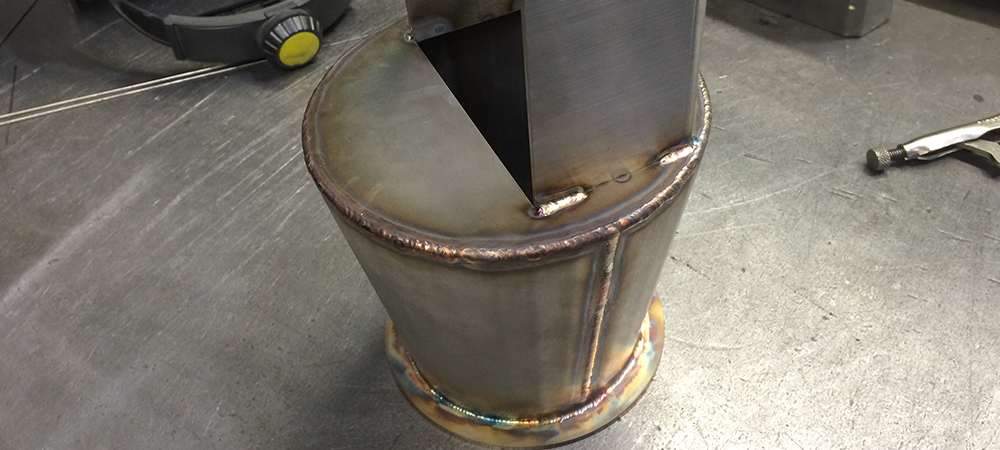
A curvaceous project which we helped reverse engineer and redesign for food production line machines. A fairly simple to look at funnel, but complicated to make from metal, involving precision design and skilled manufacture. Made from 2mm stainless steel, perfect for the heavy duty nature of it’s purpose and working environment, this is how we made a food production funnel.